A los 40000 Km levanté las culatas para descarbonizarlas y dar un pequeño repaso a los asientos. El sistema desmo no trata muy bien a los asientos de las válvulas porque a nada que permitas un poco de holgura en el cierre de la válvula, se produce un mal sellado, produciendo fugas y dañando los asientos.
Ya puestos, aproveché para pulir ligeramente los conductos y eliminar los saltos de material debidos al proceso de fundición. Aunque la verdad es que no eliminé gran cosa, ya que tiene un mejor acabado que la culata de mi antigua 750SSie.
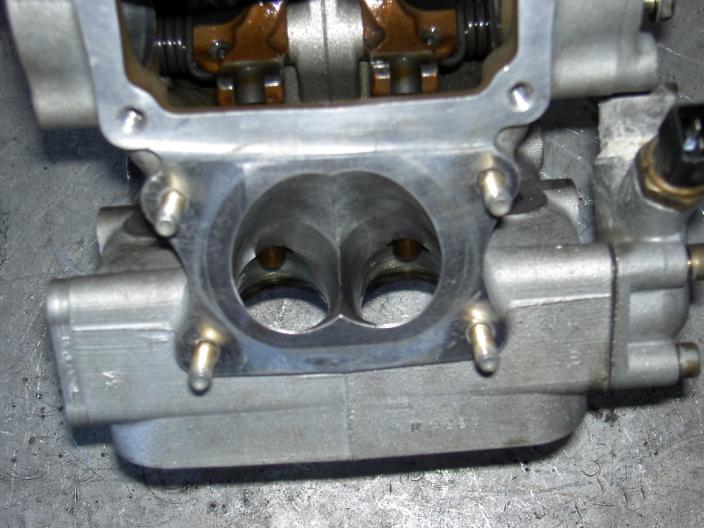
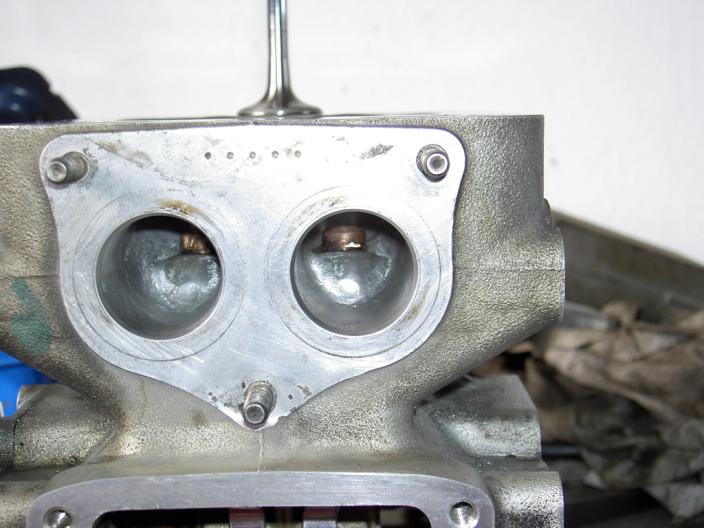
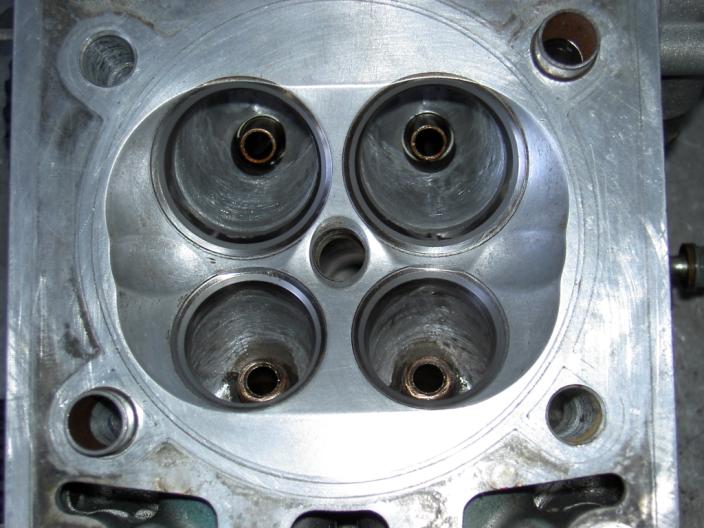
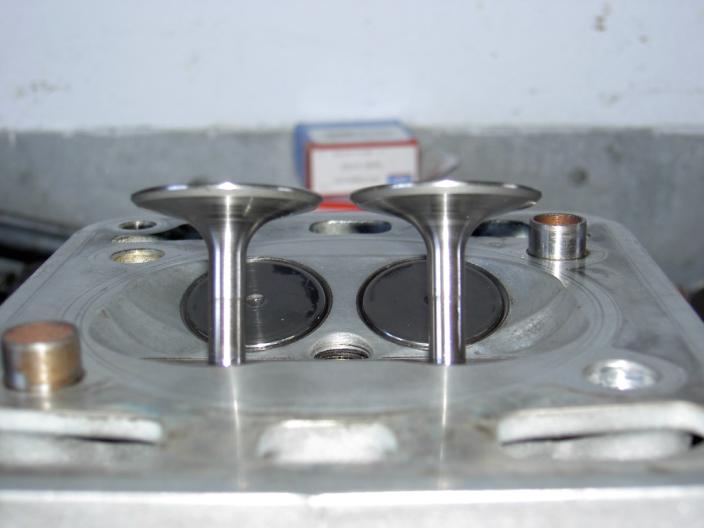
Se nota que son unas culatas más modernas, sobre todo en la zona de admisión con los conductos de admisión casi rectos (se pueden ver las válvulas) y casi verticales.
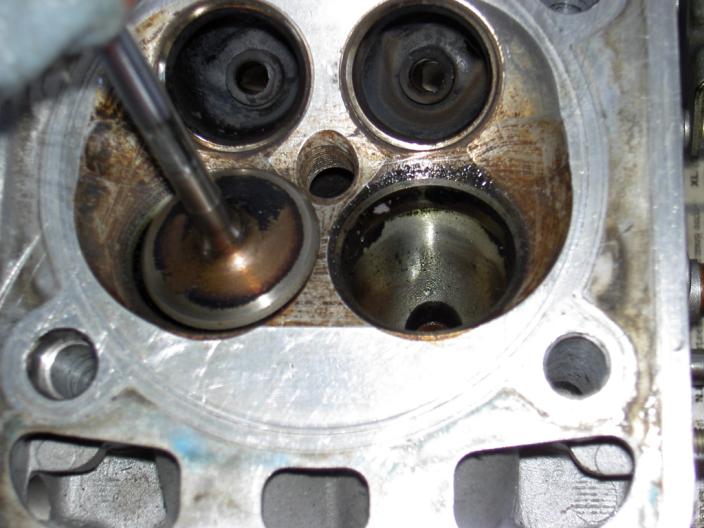
El residuo verde que se puede ver en la parte posterior de la válvula es normal. Es debido a la gasolina y al mal cierre de la válvula sobre su asiento.
Para la cámara de combustión puedes usar un par de lijas de grano 220 para quitar lo gordo y otra de 600 para dar el acabado. Si te encuentras con carbonilla más dura, puedes usas un destornillador o una pequeña rasqueta, con cuidado de no hacer surcos en el aluminio o rayar algún asiento. Por eso el esmerilado de las válvulas es al final, cuando tienes la culata limpia.

Resultado final de la cámara.

Para el escape acabé usando una rasqueta porque la carbonilla está más dura y más adherida.

La zona de la guía de escape es la peor para limpiarla.

Pero con un poco de paciencia.

Con una piedra de esmeril quité las pequeñas aristas de los asientos de las válvulas en la parte de los conductos. En los de admisión hay un pequeño hueco, pero es porque falta aluminio. No rebajes hasta esa altura. Procura seguir la orientación de las paredes del conducto.

Con un cartucho de lija y una lima puedes terminar de dar forma a la zona del asiento, quitando aluminio para hacer más suave la transición del conducto al asiento.

Ya finalizado.

Detalle de la admisión.

El acabado del conducto de escape lo puedes hacer preparando una lija en forma de hélice de avión, cortando 2 tiras de grano 240 e INSERTándolas cruzadas en un soporte.
Aquí más en detalle.

Para la admisión usa un disco de lija de grano 60 u 80 para dar un acabado rugoso a todo el conducto de admisión, desde la entrada hasta el asiento de la válvula.

Solo estorban un poco las guías. De esta forma, la mezcla no se adhiere a las paredes y desliza mejor.
También intenté dar un acabado rugoso a la parte posterior de las válvulas, para seguir la filosofía de las paredes de los conductos.
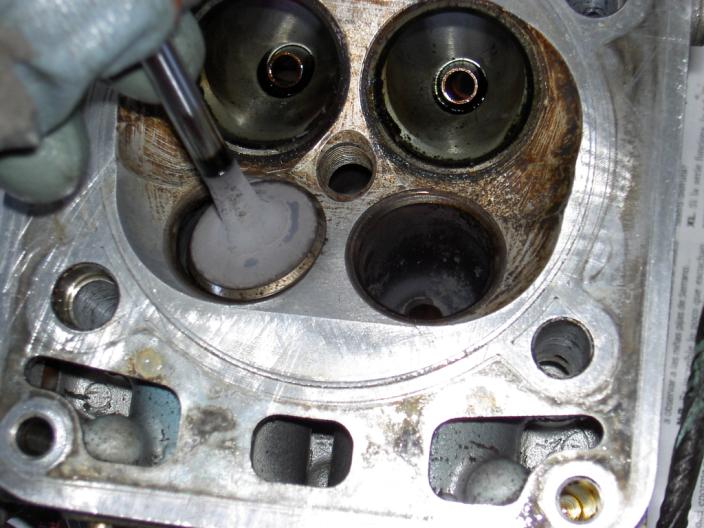
Si los retenes están en mal, encontrarás bastante acumulación de aceite quemado en la parte posterior de las válvulas, sobre todo la de escape. Aquí podemos ver la de admisión (izquierda) y la de escape (derecha).

Para quitar los residuos de las válvulas, las puedes sujetar en el portabrocas de un taladro y aplicarles la lija de 240 mientras giran. Usa guantes y cuidado porque la válvula puede coger bastante temperatura. Con la lija de 600 conseguirás un acabado a espejo.
Igual para las de escape. En ambos casos no van a sobresalir tanto cuando están funcionando.

El último paso es esmerilar las válvulas. Se puede ver como la zona de contacto tiene pequeñas marcas, que va a costar quitar y tendremos que aplicar varios ciclos de esmerilado hasta lograr un buen acabado. La de escape es la que tiene peor vida.
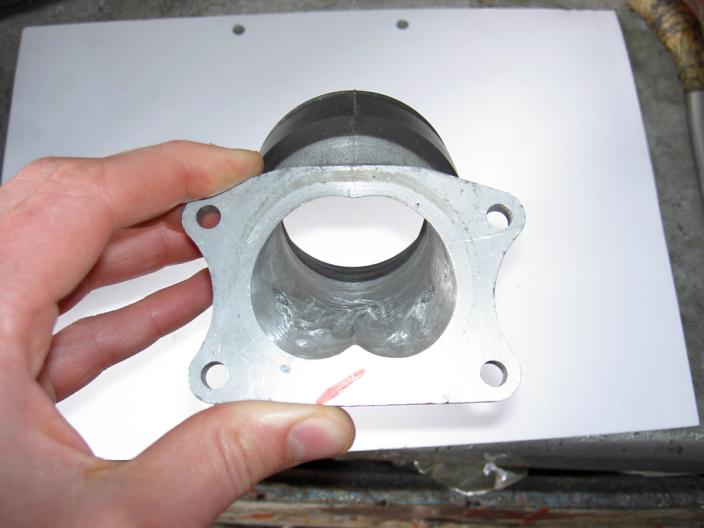
Las pipas de admisión tampoco se libraron del proceso.

Sobre todo en la zona de unión con la goma, que te encuentras un pequeño salto.

Las di el mismo acabado que a los conductos de admisión. Aunque en esta zona de gran sección, no influye mucho.