
Aprovechando que tenía las culatas desmontadas (si, otra vez, los cilindros se deben de pensar que son un tarro de mermelada) pues me anime a preparar algo más los conductos de admisión y escape junto con sus asientos. Necesitaba comprar unas fresas para repasar y limpiar los asientos así que, aprovechando el envío, pedí otra fresa para modificar la parte interior del asiento.
Previamente ya había realizado un pequeño trabajo en los conductos, aprovechando que los iba a limpiar de carbonilla. Simplemente quité los saltos de material (debidos al proceso de fundición) con una dremel y le dí un acabado a los conductos. Usa siempre gafas para no dañarte con la viruta y el polvo que salta. Limpia bien las culatas al final del proceso.
Ahora quería poner en práctica unos consejos que me comentaron para incrementar ligeramente el flujo de los conductos de admisión y escape. Tal vez no sea gran cosa, pero hay queda.
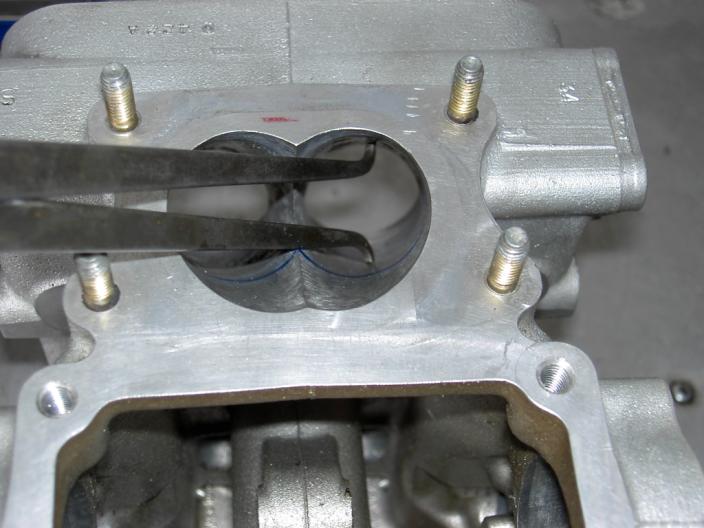
Empezando por la admisión, hay que enderezar los conductos, de tal forma que lleguen rectos a la zona de los asientos. Es el tramo que va del divisor hasta el asiento. Te puedes encontrar algún saliente por el tema de la fundición pero con una lima recta lo puedes identificar y eliminar.

A la altura del divisor, cuando el conducto de admisión se divide en dos, te encuentras con un cambio de ángulo en la admisión. Suaviza esa arista con una lija circular de grano 60 u 80.
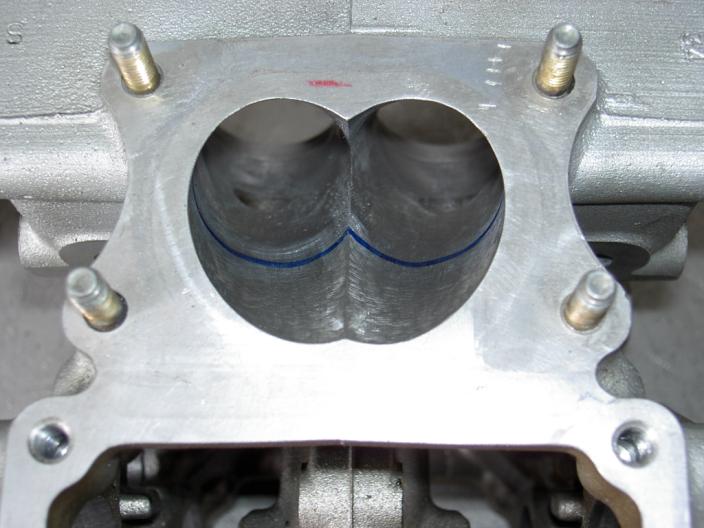
No quites mucho material de golpe y ve midiendo la anchura en diferentes puntos, de tal forma que los dos conductos midan lo mismo a la altura del divisor.
No aumentes el diámetro mínimo del conducto de admisión, porque perderías velocidad de admisión. Debe haber una relación entre el diámetro mínimo y el diámetro de la válvula, que es alrededor del 80%.
Cuidado al tocar el tabique del divisor. En principio todo lo que sea afilar el tabique (al inicio) es beneficioso, pero si queda el filo apuntando hacia un costado vas a conseguir que se forme un torbellino en esa zona, disminuyendo bastante el flujo en uno de los conductos. Ante la duda mejor no tocarlo.
Una vez has terminado de darle forma, usa esa misma lija para dar un acabado rugoso a todo el conducto de admisión, desde la entrada

hasta el asiento de la válvula.

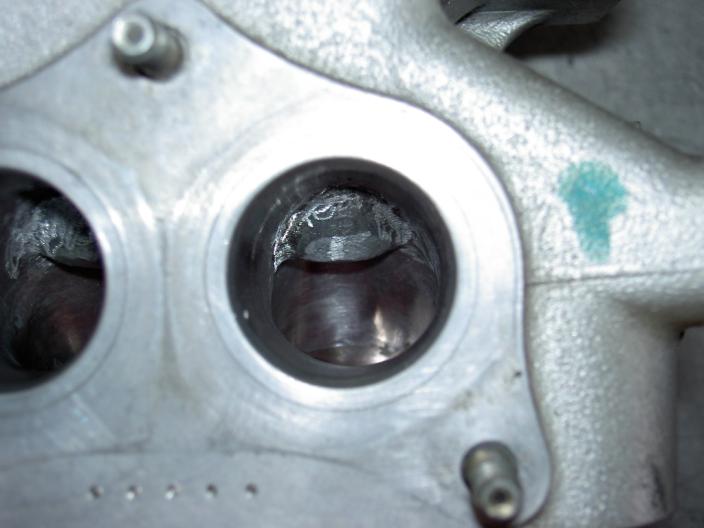
En la zona del escape, el flujo se ve limitado por el bulto que rodea la guía de la válvula. Como tenía las guías desmontadas había más sitio para meter el cartucho de lija y pude quitar unos 2-3 mm de material. Quita todo el material que puedas sin dejar débil la zona.

La otra vista del bulto rebajado.
A los conductos de escape si se les puede hacer un pulido para que sea más difícil que se pegue la carbonilla. Se puede preparar una lija en forma de hélice de avión, cortando 2 tiras de grano 240 e INSERTándolas cruzadas en un soporte.

Haciéndolas girar por la superficie del conducto conseguirás un acabado casi a espejo menos en la zona de la guía al no ser muy accesible la zona.

El proceso final es poner las guías rebajadas en forma de cono.

Ahora empezaremos a usar las fresas de Neway que son unos útiles que sirven para rectificar ligeramente y limpiar los asientos de las válvulas. Con la de 30º, limpias la zona de 30º del asiento y a la vez eliminas el pequeño salto que tiene en la frontera con la cámara de combustión.
Con un poco de pintura en los asientos, puedes ver de donde se quita el material.

Luego, con la de 45º mecanizas el asiento hasta obtener el mismo diámetro que el nominal de la válvula. Es decir, en el caso de la admisión acabarás midiendo 36 mm de diámetro en el borde exterior de la zona de 45º. Son 30 mm para el caso de los asientos de escape. En este proceso, la zona de contacto se “desplaza” hacia en exterior de la válvula.

Y por último usamos la fresa de 75º para adelgazar la zona de contacto de 45º hasta 1 mm de anchura (que previamente había aumentado). La fresa de 75º va mecanizar el asiento por su interior (inicialmente está a 90º). Con esto facilitamos el tránsito del flujo de admisión al asiento y la salida de los gases de escape a su conducto en el otro caso.

Inicialmente, la zona de contacto eran 1.4 mm (orientativo porque es un poco difícil de medir entre arista y arista) y acabé dejando 1 mm en la admisión y 1.2 mm en el escape por no arriesgarme a quemar una válvula.

El caso es que sería más adecuado usar una fresa de 70º pero solo se puede usar si instalas válvulas más grandes. El hueco original no es suficientemente grande para conseguir mecanizar un corte interior de 2 mm de ancho o más con ese ángulo de 70º. En esta culata es beneficioso pasar a usar válvulas de admisión de 37 mm, sin necesidad de modificar el diámetro de las de escape.
Los ángulos de la válvula trabajan en conjunto con los patrones de flujo. El patrón de flujo se establece con la forma del ángulo del asiento y la forma de la válvula. Entonces el ángulo de 65º o 70º funciona mejor con un árbol de levas de poca alzada (entre 10 mm y 11 mm). El ángulo de 75º es mejor para un árbol de 12.5 mm de alzada.
Pero en las culatas desmocuatro solo se puede usar la fresa de 75º a menos que se instale una válvula más grande. El hueco del asiento (diámetro interior) no es suficientemente grande como para efectuar un mecanizado de 65º o 70º (son fresas más grandes que la de 75º). El de 75º es el único que ajusta a menos que se cambie el asiento o se instale una válvula más grande.
Vamos, que el de 75º se usa cuando tienes las válvulas estándar a pesar que la ST4s tiene 9.6 mm de alzada en la admisión y 8.75 mm de alzada en el escape. De esta forma la zona mecanizada de 75º puede ser al menos de 2 mm de ancho, lo cual no conseguiríamos con una de 70º. Al final tendrás unos asientos con secciones de 75/45x1mm/30 si lo recorremos desde el conducto a la cámara de combustión.
La fresa de 75º también va a arrancar material de la parte del conducto. Con unas marcas de referencia puedes hacer que sea progresivo y luego suavizarlo con el cartucho de lija.

Como solo tiene 3 piedras, en el caso del asiento de admisión no se puede dejar un acabado uniforme.

Hay que desplazar un par de mm las piedras para el acabado final. De esta forma eliminamos las marcas creadas por las bocas de las piedras.

Al final acabé con un aumento de 0.5 mm del diámetro de los asientos de admisión. Parecido a poner una válvula 0.5 mm más grande. Esto es bueno porque la potencia es directamente proporcional al tamaño de las válvulas de admisión. No es que sea un gran incremento pero es un paso. Lamentablemente no metí la moto al banco de potencia antes de hacer las modificaciones y el único indicador de que me aumentó el flujo es que tuve que aumentar el trimmer para conseguir el mismo porcentaje de CO de antes de la modificación.

En el caso de los asientos de escape, el aumento fue proporcional, pero esto apenas influye en la obtención de potencia ya que los gases de escape siempre tienen facilidad para salir al estar sometidos a alta presión y no depende tanto de su diámetro. Como dato orientativo, el diámetro de las válvulas de escape suele ser un 80% del diámetro de las válvulas de admisión.

Con una piedra de esmeril acabarás dando forma a la zona de transición que existe entre el conducto y el asiento (tanto en la admisión como en el escape), sobre todo en la parte inferior (el lado del radio menor).

Hay que adivinar un poco pero procura suavizarlo. La verdad que todo esto se haría mucho mejor si se pudiese medir la efectividad de los cambios en un banco de flujo.

Para aclarar un poco el término «lado del radio menor». Si imaginas una curva, tiene un radio exterior y un radio interior. Pues en el caso de los conductos de una culata (que también están curvados, aunque en este caso la admisión es bastante recta), a ese radio interior se le llama «lado del radio menor» porque es donde se encuentra el menor radio del conducto. Por supuesto existe un «lado del radio mayor» y es la zona donde se curva el conducto por su parte exterior, pero en este caso las 2 curvas son casi rectas.

En la válvula, hay que eliminar el borde afilado que tiene encima del asiento, como una prolongación. Sujeta la válvula en un taladro por el vástago y hazla girar. Apoya una piedra de esmeril por su zona plana en ese borde. Yo he supuesto que vendría bien apoyarla formando un ángulo de 30º por ser intermedio entre el asiento y la zona de la seta (camino del vástago).

Las fresas no te van a dar un acabado perfecto, así que al final tendrás que esmerilar un poco los asientos para que el sellado sea correcto. Puedes mirar a través del conducto con la válvula cerrada para comprobar que no ves ninguna luz.
Esta es la vista con la pipa acabada y colocada.

En esta culata apenas vemos el fenómeno de válvulas cubiertas o envueltas. Se da cuando las paredes no dejan salir la mezcla de admisión con libertad.

Yo hice la comprobación. Simplificando, la válvula se considera bien descubierta cuando se puede trazar una línea paralela al asiento, de longitud 0.2 veces el diámetro de la válvula. En este caso sería prolongar la zona de 30º. Es la zona marcada.

Esta es la vista final.






